

Everything connected to everything—here comes Industry 4.0
The Industrial Internet of Things, machine learning and machine vision are creating self-learning, self-healing networked manufacturing systems.
Today, your average automotive manufacturer has factories around the globe with robots that can learn to optimize processes, reconfigure on the fly for new products, diagnose and replace their own faulty parts before they fail, and collaborate flexibly with human workers. These robots are also interconnected and share information with each other – constantly learning and improving, regardless of the distances between them.

While the average automotive manufacturer’s short-term goal is efficient, flexible and continually-improving global production – its longer-term goals are innovation and a transition to new business models and revenue sources driven by information.
Welcome to the world of Industry 4.0, where robotics are the muscles, cameras and sensors are the senses, data and connectivity are the central nervous system and machine learning—a state-of-the-art application of Artificial Intelligence (AI)—is the brain.
The time is now
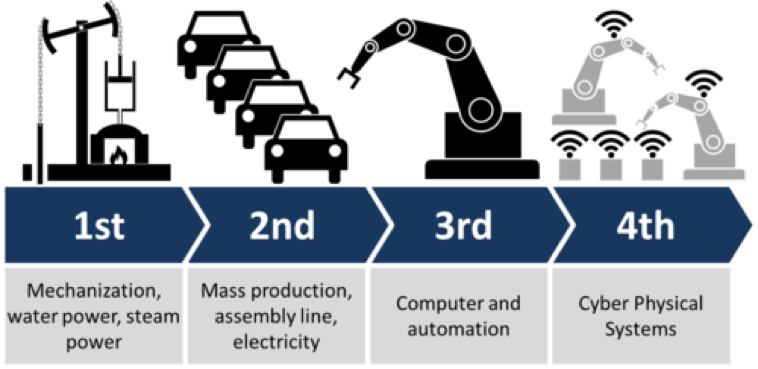
Industry 4.0 is transforming manufacturing by leveraging technologies such as Big Data analytics and the Industrial Internet of Things (IIOT) to create cyber-physical systems (CPS) in which IT (Information Technology) and OT (Operational Technology) interact in ways that change with context. Examples include smart electrical grids, self-driving vehicles, robotics systems and automatic pilot avionics.
Industry 4.0 has taken hold for two main reasons.
First, ever-increasing global competition is forcing manufacturers to cut costs while increasing both productivity and quality. This requires using more and more robotics to automate factory processes, from part sorting to quality control.
Second, the technologies underlying Industry 4.0 are becoming more powerful, less expensive and easier to deploy. A key example of this is machine vision, one of the core technologies of Industry 4.0.
Machine vision uses cameras and software to extract information from images, ranging from a simple good-part/bad-part assessment to complex data such as the identity, position and orientation of multiple objects. This data from hundreds or thousands of systems across multiple factories can be used for self-learning and self-healing production.
How far can machine vision, networked automation and machine learning take Industry 4.0? Brian Krzanich, Intel CEO, has said he can envisage a time when intelligent systems predict market needs and design and manufacture products that meet those needs, with little or no human interface.
This vision is a long way off, but already Industry 4.0 is being adopted by some of the world’s largest industrial companies, including BASF, Bosch, Daimler and Deutsche Telekom in Germany where the Industry 4.0 movement began. The momentum is building elsewhere as well, particularly in the United States, Japan, China, the Nordic countries and the United Kingdom. And immense global companies such as Siemens and GE have declared that it is now a core part of their identity.
The future is in 3D
As machine learning capabilities advance, so does the need for ever more sophisticated 3D machine vision systems capable of accurately identifying challenging visual information such as random motion, hand-written texts, faces and irregularly shaped objects. In the next article in this series, we’ll explore state-of-the-art applications of 3D machine vision.
 Future Tech Review #4: The Fourth Industrial Revolution and the Workplace
Future Tech Review #4: The Fourth Industrial Revolution and the Workplace  Keys to convenience: the technologies driving autonomous vehicles today
Keys to convenience: the technologies driving autonomous vehicles today 